
В нефтехимическом машиностроении находит наиболее широкое применение полуавтоматическая сварка в среде защитного газа.
Особенность такого вида сварки в том, что электрическая сварочная дуга горит в струе газа, защищающий металл от вредного воздействия окружающего воздуха. По отношению к электроду защитный газ непрерывно через сопло можно подавать в зону сварки центрально (рисунок 3.7 а) или сбоку (рисунок 3.7 б).
В качестве защитных применяют инертные (аргон, гелий) и активные (водород, азот, углекислый газ, кислород), а также смеси этих газов (Ar + CO2, Ar + O2, CO2 + O2 и др.).
Смеси применяются для улучшения технологических и металлургических свойств защитной атмосферы и экономии дорогих газов.
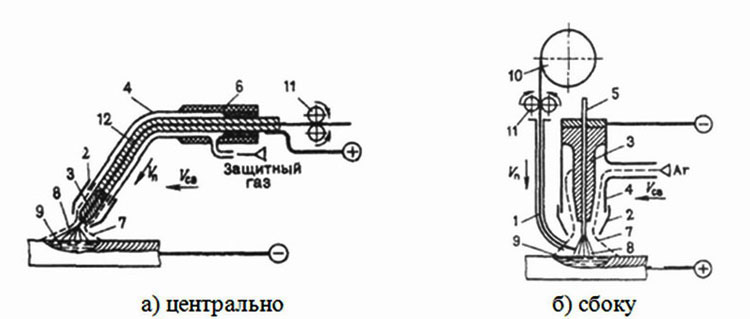
Рисунок 3.7 – Виды сварки в защитных газах:
1 – присадочный пруток или проволока; 2 – сопло; 3 – токоподводящий мундштук; 4 – корпус горелки;5 – неплавящийся электрод; 6 – рукоять горелки; 7 – атмосфера защитного газа; 8 – сварочная дуга; 9 – ванна расплавленного металла; 10 – кассета с проволокой; 11 – механизм подачи; 12 – плавящий металлический электрод (сварочная проволока)
Выбор защитного газа зависит от свариваемого металла. Инертные газы используются при сварке цветных металлов, нержавеющих сталей, титана. Для сварки малоуглеродистых и низколегированных сталей применяют углекислый газ.
Основные преимущества сварки:
- высокая производительность процесса;
- минимальное воздействие металла шва с кислородом и азотом воздуха;
- отсутствие необходимости в применении обмазок и флюсов в связи с чем отпадает очистка швов от шлака;
- высокая степень концентрации источника теплоты, способствующая уменьшению отрицательного теплового воздействия приводящего к ухудшению структуры (свойств), короблению изделия;
- возможность наблюдения за открытой дугой в процессе сварки;
- возможность сварки в любых пространственных положениях.
Недостаток – защитный газ лишь защищает, нет благоприятных воздействий (раскисление и легирование) присущих покрытиям или флюсу.
Дуговая сварка в среде защитных газов может быть осуществлена неплавящимся (вольфрамовым) и плавящимся электродом.
При дуговой сварке неплавящимся электродом источником тепла является дуга, возбуждаемая между вольфрамовым электродом и изделием.
Сварка неплавящимся электродом выполняется с присадкой, когда в формировании шва участвует присадочный металл, подаваемый со стороны в зону дуги; и без присадки, когда шов формируется только за счет расплавления свариваемых кромок. В этих случаях рационально сваривать изделия толщиной от 0,5 до 2,5 мм (например, компенсаторы технологических трубопроводов от тепловых расширений). Сварка неплавящимся W–электродом в среде аргона находит применение в комбинированной технологи сварки толстостенных труб (S > 14 мм) из жаропрочных хромомолибденовых сталей.
При сварке плавящимся электродом источником тепла является дуга, возбуждаемая между свариваемым изделием и электродной проволокой, непрерывно подаваемой в зону дуги. При этом механизируется подача сварочной проволоки с помощью сварочной головки. Применяется голая сварочная проволока диаметром dэл = 0,6…3,0 мм, которая из кассеты непрерывно поступает во время сварки. Защитный газ подается через специальный канал наконечника горелки , к которой по шлангам подводится токоведущий провод и защитный газ.
Аргонно-дуговая сварка: аргон – инертный газ, хранят и транспортируют в специальных баллонах под давлением 15 МПа.