К основным элементам режима резания относят глубину, подачу и скорость резания. Рассмотрим схему резания при точении на примере обтачивания цилиндрической поверхности на токарном станке.
Глубина резания
t – глубина резания, величина снимаемого слоя металла, измеряемая перпендикулярно к обработанной поверхности и снимаемая за один проход режущего инструмента:
 , мм;
, мм;
где Dзаг – диаметр обрабатываемой поверхности, мм;
d – диаметр обработанной поверхности, мм;
Глубина резания t принимается обычно равной припуску. При чистовом проходе t должна быть не более 1…2 мм.
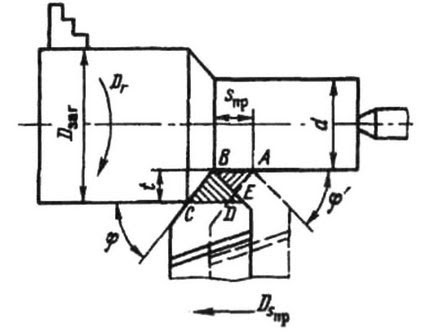
Рисунок 4.1 – Элементы резания и геометрия срезаемого слоя
Подача
Подача S – величина (путь) перемещения режущей кромки за один оборот обрабатываемой заготовки, либо за один ход заготовки или инструмента в направлении движения подачи, мм/об, мм/дв.ход.
Подачу назначают из условия обеспечения требуемой шероховатости обрабатываемой поверхности. Обычно работают на Sпр = (0,20…0,25) мм/об. Высокая чистота получается при работе на Sпр = 0,03…0,05 мм/об.
Эти параметры элементы режима резания t и S непосредственно влияют на размеры снимаемой стружки, так:
а – толщина срезаемого слоя, расстояние между двумя последовательными положениями главной режущей кромки за один оборот заготовки определяется а = S · sinφ;
в – ширина срезаемого слоя, расстояние между обрабатываемой и обработанной поверхностями, измеренное по поверхности резания: в=t/sinφ.
Заштрихованная площадь называется площадью поперечного сечения срезаемого слоя F:
F = t · S = a · b, мм2.
Скорость резания
V – скорость резания, путь перемещения обрабатываемой поверхности заготовки относительно режущей кромки резца в единицу времени, м/мин.
 , м/мин, м/с,
, м/мин, м/с,
n – число оборотов заготовки/мин.
Если главное движение возвратно–поступательное, (например строгание), а скорости рабочего и холостого ходов различны, то скорость резания в м/мин находят по следующей зависимости
V = Lm(К=1)/1000,
где L – расчетная длина хода инструмента;
m – число двойных ходов инструмента в мин;
К – коэффициент показывающий отношение скоростей рабочего и холостого ходов.
Для повышения производительности процесса обработки V резания должна быть наибольшей. Однако, скорость резания ограничивается стойкостью режущей кромки инструмента, т.е.

или
 , м/мин,
, м/мин,
где Т – стойкость инструмента, т.е. способность сохранять в рабочем состоянии режущие кромки (до достижения критического критерия затупления hзкр);
Сv – коэффициент учитывающий конкретные условия обработки: физико-механические свойства обрабатываемого материала, качество поверхности заготовки, углы резца, условия охлаждения и т.д.;
хy и yv – показатели степени при глубине резания t и подаче S, точно также как и Сv указаны в нормативных справочниках по резанию. Для определения оптимальной скорости резания нужен экономический анализ, необходимо выяснить, что выгоднее – повышение скорости резания или повышение стойкости инструмента. Например, расчетами или опытами выявлено, что при скоростях резания
| V, м/с | 1,2 | 1,5 | 1,7 | 2,0 |
| Т, сек | 425 | 166 | 100 | 33 |
Анализируя эти результаты можно отметить, что увеличение скорости резания на 25% приводит к снижению стойкости резца почти в три раза. Поэтому нужно учитывать, что по времени выгоднее – увеличение скорости или сохранение стойкости? В справочниках имеются рекомендуемые скорости резания V для данных конкретных условий обработки. При назначении V учитывают ее влияние на шероховатость поверхности, которая оказывает существенное влияние на износостойкость рабочих поверхностей детали, ее усталостную и коррозионную стойкость, а также на коэффициент полезного действия машин.
Шероховатость – один из показателей качества поверхности оценивается высотой, формой, направлением неровностей, включающая выступы и впадины на поверхности деталей, характеризующиеся малыми шагами т.е.

Она характеризуется тремя высотными параметрами Ra, Rr, Rmax двумя шаговыми Sm, S и относительной опорной длиной tр.
На шероховатость влияют режим резания, геометрия инструмента, вибрации, физико-механические свойства материала заготовки.
По современным представлениям сила трения Fт включает силу молекулярного взаимодействия контактирующих поверхностей и силу сопротивления их перемещению вследствие зацепления неровностей.
При благоприятном профиле износостойкость детали выше за счет меньшей величины контактных напряжений. Необходимо иметь ввиду, что усталостные разрушения вызываются знакопеременными нагрузками и трещины при этом развиваются с поверхности, причем в местах наиболее напряженных, т.е. во впадинах, где высокая степень пластического деформирования.
Следовательно скорость резания назначается таким образом, чтобы через определенное время (период стойкости Т) резец износился до значения критерия h3. Так Т = 30…60 мин для резцов из быстрорежущей стали и Тmax = 90 мин – для резцов с напаянными твердыми сплавами.
Пример резания
Для определенных условий обработки на токарно-винторезном станке модели IК62 определим значения теоретической скорости резания Vт:
- при точении проходным резцом, оснащенным напаянной пластиной из твердого сплава ВК8
 , м/мин;
, м/мин; - при точении проходным резцом, оснащенным напаянной пластиной из твердого сплава Р18
 , м/мин.
, м/мин.
Значения Сv = 5640 и 1500, m = 0,8, Хv = 0,55 и Уv = 0,55 приняты из справочных нормативных материалов по резанию.
Необходимо отметить, что скорость резания не оказывает существенного влияния на шероховатость, как значение подачи.
По паспортным данным станка IК62 определяем фактическую скорость резания Vд.
Расчетная частота вращения шпинделя, пр (для Vт = 120 м/мин):
 мин–1.
мин–1.
На станке Vт – теоретическая скорость резания для данных условий обработки, м/мин; Dз – диаметр заготовки, мм.
Машинное время обработки определяется по формуле
 мин,
мин,
где l – длина заготовки, мм;
l2 – длина перебега, по нормативным таблицам: для глубины резания
 мм,
мм,
l2 = 2 мм,
где d – диаметр, обработанной поверхности;
l1 – длина врезания
где φ – главный угол в плане проходного резца, примем равным 60°.
S – продольная подача резца за один оборот заготовки. Теоретическое значение подачи S = 0,6 мм/об заменяем величиной ближайшей подачи, имеющейся на станке IК62, т.е. S = 0,61 мм/об.
Мощность Nр, затрачиваемую на процесс резания, при силе резания Рz = 300 кГ определяем по формуле
 кВт.
кВт.
Необходимая мощность электродвигателя для выполнения заданного режима обработки
 кВт,
кВт,
где η – коэффициент полезного действия (кпд), равный 0,75.
Коэффициент загрузки станка IК62 для указанной обработки, при мощности его электродвигателя Nст = 10 кВт.
К параметрам процесса резания относят основное (технологическое) время обработки – время, затрачиваемое непосредственно на процесс изменения формы, размеров и шероховатости обрабатываемой поверхности заготовки.
При токарной обработке цилиндрической поверхности основное (машинное) время и элементы режима резания связаны зависимостью
где Li = l + l1 + l2 – путь режущего инструмента относительно заготовки в направлении подачи ( l – длина обрабатываемой поверхности, мм; l1 = t·ctgφ – величина врезания резца, мм; l2 = 1–3 мм выход резца (перебег)), i =H/t число рабочих ходов резца, необходимое для снятия материала, оставленного на обработку (Н – толщина удаляемого слоя металла, мм).
В целом штучное время состоит
Тшт = То + Тв + Тоб + Тп,
где Тв – вспомогательное время необходимое для выполнения действий, связанных с подготовкой к процессу резания (подвод и отвод инструмента, установка и снятие заготовки и т.д.);
Тоб – время обслуживания рабочего места, оборудования и инструмента в рабочем состоянии;
Тп – время на отдых и естественные потребности, отнесенное к одной детали.