Фрезерование – высокопроизводительный и распространенный метод обработки поверхностей заготовок многолезвийным режущим инструментом – фрезой.
Фреза представляет собой режущий инструмент, снабженный несколькими зубьями. Каждый из зубьев представляет собой резец, снимающий стружку. Процесс резания при фрезеровании отличается от непрерывного резания при точении и сверлении тем, что зубья фрезы работают не все сразу, а попеременно. Этим обеспечивается стойкость инструмента, а наличие у фрезы большого количества зубьев повышает производительность обработки.
По исполнению фрезы делятся на цилиндрические, когда зубья располагаются только на цилиндрической поверхности фрезы, и торцевые, у которых режущие зубья располагаются на торцевой и цилиндрической поверхностях фрезы. Цилиндрические и торцовые фрезы применяют для обработки плоскостей; дисковые, концевые, пазовые и угловые – для получения канавок и пазов; фасонные – для обработки фасонных поверхностей; модульные дисковые и пальцевые – для нарезания зубьев зубчатых колес.
Фрезы изготовляют из легированных сталей марок 9ХС и ХВГ, быстрорежущей стали Р18, с пластинками твердого сплава Т15К6, Т14К8, ВК4 и др.
На фрезерных станках можно обрабатывать плоскости, фасонные поверхности, прорезать пазы, нарезать зубья зубчатых колес, резьбу, разрезать металл. При фрезеровании шпиндель фрезерного станка вместе с фрезой совершает вращательное (главное) движение, а заготовка, закрепленная на столе станка, получает прямолинейное перемещение – движение подачи, перпендикулярное к оси фрезы.
Существуют различные типы фрезерных станков: вертикально-фрезерные, горизонтально-фрезерные, консольно-фрезерные, продольно-фрезерные, копировально-фрезерные и др.
Шпиндель вертикально-фрезерных станков, несущий фрезу, вертикален, но его во многих случаях можно устанавливать под углом к заготовке. Движение стола, осуществляемое вручную или с помощью механического привода, точно контролируется по градуированным лимбам на ходовых винтах и по прецизионным шкалам с оптическим увеличением.
Фрезерная оправка (вал, несущий фрезу) горизонтально-фрезерного станка (рисунок 4.6) горизонтальна. Стол, на котором закрепляется обрабатываемая деталь с необходимой оснасткой, может быть либо «простым», т.е. с перемещением по трем осям, либо универсальным, т.е. допускающим и угловые повороты.
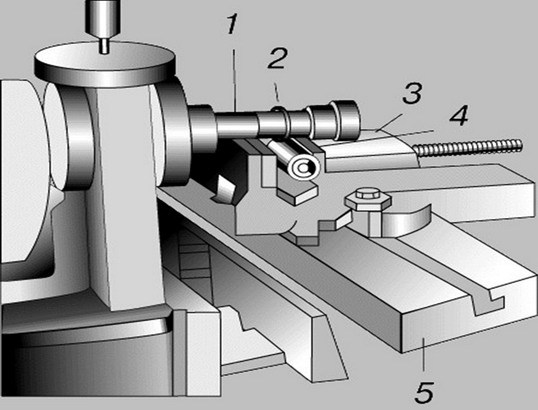
Рисунок 4.6 – Схема горизонтально-фрезерного станка:
1 – оправка; 2 – фреза; 3 – тиски; 4 – деталь; 5 – стол
На станках с числовым программным управлением предусматривается автоматическое управление перемещением стола и скоростью шпинделя. В некоторых случаях сам шпиндель устанавливается на салазках, допускающих его независимое перемещение в осевом или вертикальном направлениях. Станок такого типа позволяет серийно и с высокой точностью обрабатывать трехмерные поверхности, например, лопастей воздушных винтов и лопаток турбин.
Копировально-фрезерные станки обрабатывают сложные криволинейные поверхности, например, пуансонов и матриц для штампования листового металла, форм для литья под давлением и экструдирования. Индикаторный щуп проходит по фигурному профилю копира, а рабочая фреза передает этот профиль обрабатываемой детали.
Для консольно-фрезерного станка характерно перемещение стола с обрабатываемой деталью в любом из трех взаимно перпендикулярных направлений.