Шовная сварка характеризуется получением ряда перекрывающих друг друга свариваемых точек при импульсной подаче напряжения на ролики 2 и 3, между которыми перемещаются свариваемые детали 1, что позволяет получать сплошной герметичный шов (рисунок 3.10 в)
Применяют в массовом производстве при изготовлении различных сосудов. Толщина свариваемых листов составляет 0,3…3 мм.
Достоинством технологии является получение герметичного шва.
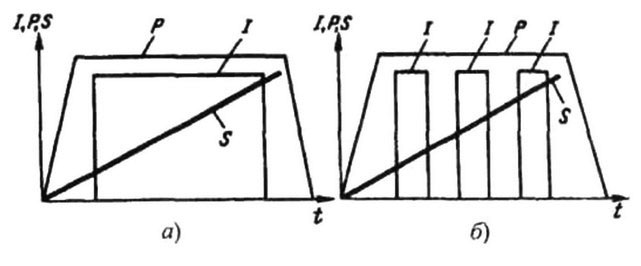
Рисунок 3.12 – Циклограммы шовной сварки:
Р – усилие сжатия; S — перемещение роликов; I – сварочный ток; t – время
Последовательность этапов технологических операций вначале и по завершении сварки шва такая же, как при точечной.
Сварку по циклограмме с непрерывным включением тока (рисунок 3.12 а) применяют для коротких швов и сварки металлов и сплавов, не склонных к росту зерна и не претерпевающих заметных структурных превращений при перегреве околошовной зоны (низкоуглеродистые и низколегированные стали).
Циклограмма с прерывистым включением тока (рисунок 3.12 б) обеспечивает стабильность процесса и высокое качество сварного соединения при малой зоне термического влияния. Ее используют при сварке длинных швов на заготовках из высоколегированных сталей и алюминиевых сплавов.